-

Combining Motion Performance With PLC Functionality
For machines that depend on high-performance control, the emerging trend of integrating logic and PLC functions into a motion controller is simplifying machine design, as well as set-up and maintenance. Machine builders who need to optimize the performance of a machine’s motion cycle typically rely on a dedicated motion controller. A motion controller achieves the…
-

POSITAL Introduces 20 mm IXARC Multiturn Magnetic Encoders
The Right Encoders for Tight Spots POSITAL has expanded its IXARC series of rotary encoders with a new line of 20 mm diameter multiturn magnetic encoders developed for motion control applications where installation space is at a premium. With a total housing length of just 31 mm, these compact units are POSITAL’s smallest multiturn encoders.…
-
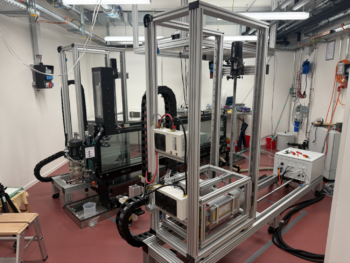
Customer Spotlight: Visualizing the Invisible – ETH Zurich’s Breakthrough in Geophysical Flow Research
Some of the most dramatic natural events on Earth, powder-snow avalanches, volcanic pyroclastic flows, and deep-sea turbidity currents, all fall under a category known as particle-laden gravity currents (PLGCs). Despite how common and impactful they are, these flows remain poorly understood, largely because they contain high concentrations of suspended particles that make the flow completely…
-

POSITAL Precision Magnetic Encoders – Now Available with BiSS C Communications Interface
POSITAL’s new generation of IXARC precision magnetic absolute rotary encoders are now available with BiSS C communications interfaces. Encoders with this interface are ideal for commutation and position feedback in BLDC servo motors. Moreover, their excellent performance characteristics, compact size (36 mm diameter, 32 mm high), and low energy requirements make these IXARC encoders excellent…
-

Trifold Brochures
Our standard products and motion solutions trifolds are now available for download! For printed copies please send an email to cs@machmo.com. (Originally posted at: https://machmo.com/blog/standard-products-trifold/)
-

What Are the Motion Control Requirements for Additive Manufacturing Machines?
When developing a 3D printing machine for additive manufacturing, accurate and coordinated motion control is essential. The most common type of additive manufacturing, also known as 3D printing, is fused filament fabrication. The construction material is melted into a malleable state and is then extruded through a nozzle. This extrusion, or ‘printing’, takes place in…
-
List of Online Converter and Calculator Tools
Mach Motion has compiled a list of handy Converter and Calculator Tools that are frequently needed when configuring custom OEM applications. Visit our Tools page for the complete list, or click through to the individual links below: Torque Converter – Convert between common metric and imperial torque units. Force Converter – Convert between N and…
-
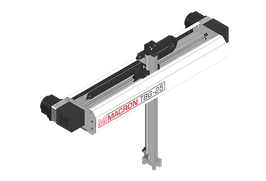
Scalable, Economical, Fast: The Advantages of T-Bot and H-Bot Gantries
Sometimes complex challenges require simple solutions. Both of the T-Bot and H-Bot products from Macron Dynamics are unique in that their simplistic design can complete difficult jobs more efficiently, providing scalable, economical, and fast gantry systems. Do you need a robot that is scalable, flexible, and powerful? Sometimes complex challenges require simple solutions. Both of the…
-

Worm Drive Gear Boxes Now Available!
After struggling with supplier deliveries and price increases, one of our OEM customers reached out for help sourcing Worm Drive gearboxes. Forecasting their yearly need, we offered to hold stock using our blanket release program. This allowed immediate delivery, and at a lower cost than their past supplier! These gearboxes are available with single shaft,…
-

Integrating Machine Control to an IoT System: What Should You Consider?
In the 21st century, machines are more connected than ever before. This doesn’t just mean connectivity to the cloud or a factory network, but connectivity within the machine itself, like between the PLC and motion controller or robot controller. Due to the different requirements for the performance of these connections, a single protocol is not…