-

New Video – Multi-Axis Communication with Raspberry Pi
We’ve just released a new demo showcasing multi-axis servo control using a Raspberry Pi 5 (written in Python) and we’re excited to share it with you.In this video, we walk through a practical setup for controlling and monitoring multiple DMM servo drives over RS-232, using a threaded, non-blocking communication model for smooth, responsive performance. Watch…
-

Front Brakes
When you have a vertical axis of motion that needs a brake to assure it does not fail on power outage, our Front Brakes provide the perfect solution. These attach directly to the face of a NEMA 23 or NEMA 34 motor and mount to the machine just like the motor does without a brake.…
-
Flexible Length Measurement Made Easy
Accurate linear measurement is essential for many production processes. POSITAL’s measuring wheel encoders combine proven incremental technology with flexible configuration options, making it easy to adapt to different materials, speeds and application requirements. Reliable Measurement Directly on the Material Direct contact measurement ensures high accuracy by measuring directly on the material instead of the drive…
-

Specifying a Servo Motion System: the Machine Designer Perspective
For machines that rely on motion performance, servo motors are required for their speed and accuracy. Specifying a servo system needs a holistic consideration of the machine, and its motion control requirements. Recently, I was contacted to specify a servo-based motion control system for a large, high axis-count machine. This customer provides machine solutions for…
-

Curtiss-Wright Partners with Averna to Elevate Aerospace Testing Capabilities
Averna, now powered by Spherea, delivers a secure, scalable test platform to streamline, qualify and accept the next generation of actuators. Averna, now powered by Spherea, delivers a secure, scalable test platform to streamline, qualify and accept the next generation of actuators . Curtiss-Wright today announced that it has partnered with Averna, a global leader in…
-

Smarter Feedback with IO-Link Encoders
Production environments require reliable, adaptable sensor solutions that integrate easily into existing systems. With the new generation of IXARC IO-Link encoders, POSITAL offers a practical solution for modern automation – combining flexible communication, robust design and precise measurement. Simple Integration with IO-Link IO-Link technology enables straightforward installation and commissioning. Standardized interfaces reduce wiring complexity and…
-

Curtiss-Wright Launches Online Actuator Catalog, Powered by 3DFINDIT
Curtiss-Wright today announced that it has completed the launch of its online electromechanical actuator catalog featuring 3D solid model and spec sheet downloads, powered by 3Dfindit. This tool provides engineers with 24/7 access to 3D CAD models and technical data, streamlining the actuator sizing and selection process. “For 30 years our actuation products have improved…
-

Custom CNC Machined Electronic Components – available from Mach Motion!
One of the biggest challenges that modern electronics manufacturers have to contend with is how to best absorb and disperse the heat generated by increasingly sophisticated electronic processes. Recently, a customer approached us for help producing a series of custom heat sinks for their OEM project. Using their design as a blueprint, our manufacturing team…
-
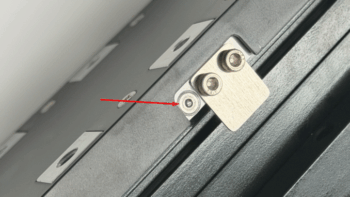
Suggested Maintenance for Mach Motion Ball Screw Actuators
Mach Motion’s ball screw actuators only require minimal maintenance to keep operating at peak performance. Our factory team recommends adding more grease to the actuator every 100km (~62 miles) of travel. Using synthetic, dust-resistant grease is recommended. To add grease, locate the grease injection hole found on the slide stage of the actuator. Inject grease…
-
Trust Automation Secures $490 Million Contract from U.S. Air Force to Deliver Counter-Drone Technologies
San Luis Obispo, CA, December 17, 2025 – Trust Automation, Inc., a leader in motion control, power management, and electric systems for defense and commercial applications announces the award of a $490-million indefinite delivery, indefinite quantity (IDIQ) contract from the U.S. Air Force for the rapid research, development, prototyping, demonstration, evaluation, production and transition of…