-
When an Articulated Arm Robot Will Not Reach
Linear Robots or Cartesian gantry system can be used to cover a larger work envelope, carry heavy payloads and get the job done often for a lower cost than articulated arm robots. Background: When most people picture a robot in a manufacturing operation they see an articulated arm robot, a very popular and useful tool.…
-

Vertical Farming Leverages Modular Automation Stations
Background: While the majority of the world’s agricultural and horticultural products are grown through traditional farming over an outdoor space in natural environments, a growing number of farmers are beginning to embrace modern, vertical farming. Vertical farming is the practice of growing plants in vertically stacked layers. It’s typically done indoors and is highly automated. This…
-

Precision Rolled Ballscrews
For OEM customers, we are proud to offer precision rolled Ballscrews. Our exceptional quality is at a cost point that can definitely win business. We target customers looking for custom products since other manufacturers generally decline that type of business. Let us know how we can help you! The catalogs for Leadscrews, Rolled Ballscrews and…
-

Hypoid Gearmotor Solutions
AC and DC gearmotor lead times have become extremely long from US manufacturers. We are able to get Hypoid and Worm gearmotors competitively priced with reasonable lead times to help customers keep their business going. Reach out to Mach Motion Products today to discuss your Hypoid Gearmotor Project!cs@machmo.com | (360) 601-0666 Helical-Hypoid Gearbox CatalogGF Hypoid…
-

New Video: DYN4 Servo Drives & Modusystems BLADE BLC Motion Controller in Action
Curious about integrating a Modusystems BLADE BLC Motion Controller with DYN4 Servo Drives? Our latest video showcases the hardware interface and custom UI setup, allowing for smooth motion control and system responsiveness. Featured Hardware: 2 x DYN4 AC Servo Drives with 200W Motors Modusystems BLADE BLC-2TC Motion Controller Watch the Demo Now Need help with…
-

Anatomy of a MacBUILT Actuator
Need a linear actuator or system, but can’t find one that meets your specific needs? A “MacBUILT” system may be just what you are looking for. These “MacBUILT” products can be configured to meet your needs. Are you looking for a custom linear actuator or system, but can’t find one that meets your specific needs?…
-

Major Investments Support Growth in a Changing Market
After facing challenging market conditions in 2024, the FRABA Group, a leading manufacturer of sensors for industrial motion control applications, is positioning itself for future growth with investments in innovative technologies and new business ventures. The company experienced a modest reduction in sales in 2024, with revenues slipping from €46 million in 2023 to €43…
-
Precision Redefined: DMM Drives in NSCNC’s Elara 2 Milling Machine
At DMM Technology, we’re proud to provide the servo drives and motors that power some of the most innovative tools in precision machining, including NSCNC’s Elara 2 Milling Machine. The Elara 2’s performance is made possible by our servo systems, designed to deliver: DMM’s servo technology aids in transforming the Elara 2 into a tool…
-

Success Stories – Custom DC Drives
When the specification gets tough, Mach Motion Products gets the call. We recently provided a DC drive that could accept a wide range of incoming DC power, then operated a traditional DC motor through two pre-programmed speeds as it operates a mechanism. The ability for us to program drive firmware allowed the customer to reduce his total component count,…
-
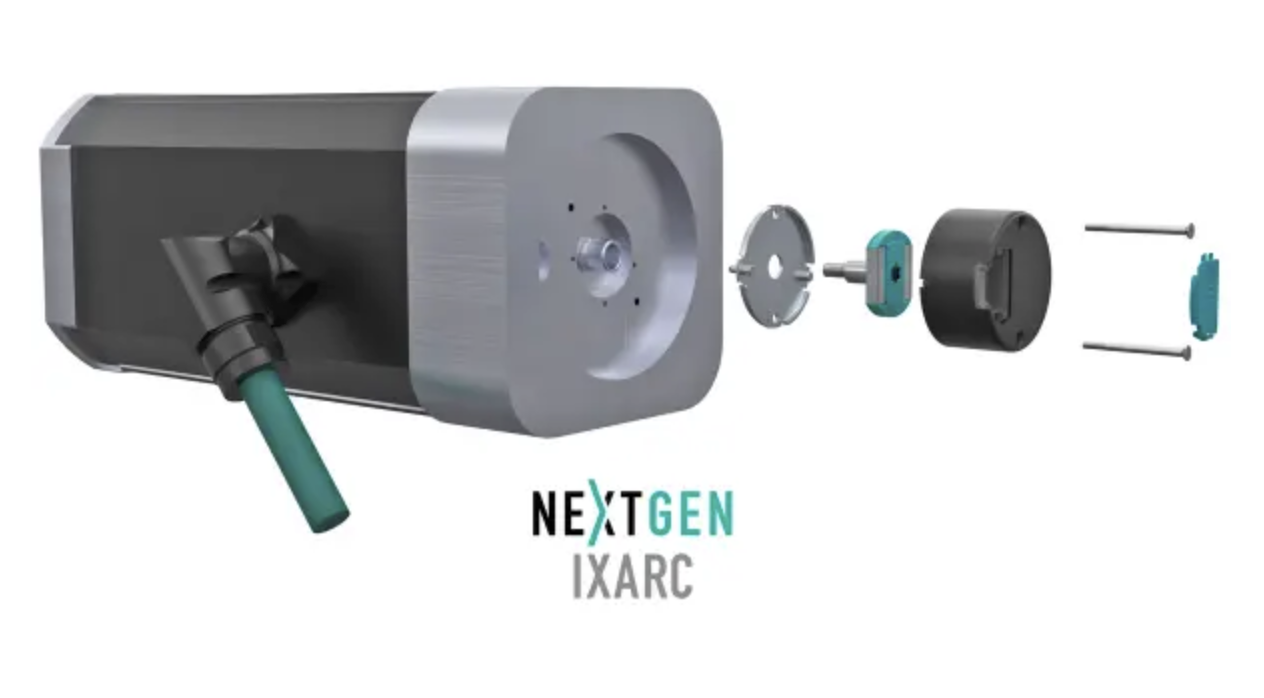
Major Upgrade to POSITAL’s 36 mm Kit Encoders
As part of the company’s NEXTGEN initiative, POSITAL has announced a major upgrade to its family of 36 mm kit encoders for motion control applications. Upgrades include: Kit (or modular) encoders are designed to be integrated into electric motors or other types of rotating machinery, providing position feedback for the control system. While sharing many…